
Слоеве антикорозионна защита
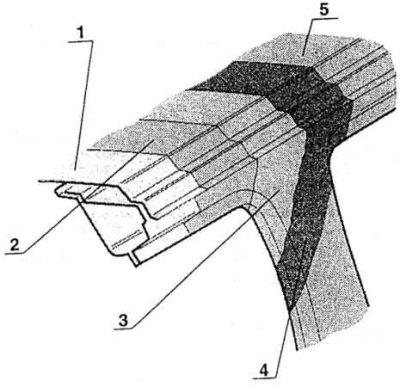
1 - лист; 2 – трикатионен фосфат; 3 - катофоретичен грунд; 4 - пълнител; 5 - топ лак, състоящ се от пигментен слой и топ безцветен лак
За добра поддръжка на антикорозионното покритие на автомобила трябва да знаете какви материали и технология е използвал производителят за нанасяне на покритието. В началото трябва да се подчертае, че Автомобилният завод ŠKODA - AO в момента използва технология за четирислойно покритие (три слоя се образуват от водоразтворими материали). Тази технология е проектирана с максимално уважение към околната среда – както в най-широкия смисъл на думата, така и на работното място на производител на автомобили. Технологичното оборудване е едно от най-модерните в Европа.
Високата устойчивост на корозия на покритието се засилва от факта, че листовите щампования, от които е направено тялото, са направени предимно от поцинкована ламарина. Самото покритие се нанася върху вече полуготово тяло, т.е. на рамка с монтирани врати, калници и качулка.
За да може покритието да прилепне правилно към листовете на тялото, то се подготвя предварително в края на монтажа. Първата операция е цялостно обезмасляване и активиране на повърхността, последвано от фосфатиране на цялото тяло. При потапяне на цялото тяло се образува слой от фино кристален трикатионен фосфат (цинк, манган, никел). Това гарантира наличието на фосфатен слой във всички кухини и в долната част на тялото.
Това е последвано от пасивиране без хром и измиване във вани с деминерализирана вода.
Освен това при многократно потапяне върху цялото тяло поради електрохимичния процес (катофореза) се отделя слой грунд боя, а именно върху всички повърхности и в кухините на тялото.
Нанесеният грунд има еднаква дебелина навсякъде, по повърхността от 17 до 25 микрона, в кухини не по-малко от 12 микрона. Този слой осигурява, първо, перфектна адхезия на следващия слой, и второ, отлична защита срещу корозия.
Следващата операция е безотпадно измиване с ултрафилтрат, направен от грунд. Тази вана циркулира между пространството за изплакване и ваната, в която катофоретичната боя се отделя върху тялото, а именно потокът в обратна посока. След това тялото се движи по линията, където чрез накланяне в надлъжна посока и издухване със сгъстен въздух се освобождават от излишната течност на ваната.
Накрая полученият филм се втвърдява за 30 минути при телесна температура 180°C. В този случай се получава структуриране (полимеризация) на смолите, съдържащи се в покритието. Катофоретично изолираната грунд боя е носител на антикорозионна защита и като един от факторите дава възможност да се даде десетгодишна гаранция за антикорозионната устойчивост на каросерията. В следващата част на работната линия върху всяко тяло се нанася уплътнител с несъдържащ разтворител уплътнител (пластизол на база пластифициран PVC). При фуги и пролуки се нанася под формата на ролки, на дъното на подовете и калника чрез пръскане. Краищата на вратите и капака са допълнително запечатани с пластизол върху конвейера. Пластизолът има отлична адхезия, висока устойчивост на солеви разтвори и механични повреди от абразив. Освен това има голяма издръжливост. След нанасяне на пластизол тялото се подлага на предварително желатиниране, което е физико-химичен процес на преструктуриране на покритието. Проявява се при температура от 120 ° C за 15 минути.
След това краят на процеса на желатинизация се извършва едновременно със сушенето (изпичането) на инертния материал. Прилага се в следващата фаза на процеса. Преди нанасянето му, разбира се, произволни дефекти по повърхностните части на тялото, които биха могли да възникнат при изолиране на грунда чрез катофореза, се шлифоват ръчно.
Водоразтворимият пълнител е вторият слой на покритието и се нанася на три фази. Първият е повърхностно пръскане, извършвано от автомати във въртящи се камбани в електростатично поле (ESTA). Интересното е, че скоростта на въртене на камбаната е от 20 000 до 40 000 оборота в минута. Това гарантира равномерно нанасяне на боята и минимални загуби, тъй като заредените частици боя се привличат към каросерията в електростатично поле и следователно не се разпръскват в околната среда.
На втория етап повърхността между вратите и вътрешността на кабината се напръсква ръчно. В третата фаза пръскането се извършва отново автоматично в електростатично поле. Използваният пълнител има четири нюанса на боята, за да съответства на боята, която ще бъде използвана като горно покритие. Агрегатът се изпича при температура 165 ± 5°C в продължение на 20 минути. Впоследствие агрегатът се полира или по сух процес, или по мокър процес. След почистване на каросерията се нанася трети слой чрез пръскане, на базата на UNT пигмент (т.е. пигмент без ефект на метализация) или с метализация. И двете в желания нюанс на боята. Бояджийският цех на автомобилния завод ŠKODA е в състояние да произвежда 14 нюанса бои. Пигментният слой отново се напръсква върху външната повърхност с оборудване ESTA и ръчно между вратите и вътре в кабината. След операцията на междинно сушене (отстраняване на водата от този слой) при температура 70°C се нанася последният, четвърти слой покритие, което представлява безцветен лак, който не съдържа разтворител, придаващ краен ефект – гланц. Последният слой от покритието се изпича в продължение на двадесет минути при температура 140°C. Целият процес на боядисване протича непрекъснато, предимно автоматично.
Описанието на технологичния процес на нанасяне на покрития би било непълно, ако не се спомене линията, по която се извършва опазването на телесните кухини с водоразтворим восък. Тази операция е интересна, тъй като в различни части на тялото има отвори за вкарване на дюзи, които пръскат восък отделно в различни посоки. След поставяне на дюзите, восъкът в кухините се инжектира под високо налягане със специално оборудване. Пръскането се извършва по безвъздушен начин.
Системата за контрол на обема на восъка се състои във факта, че предварително програмирано количество восък се инжектира в кухината при налягане от 10 до 15 MPa, което гарантира, че вътрешните повърхности са покрити със слой от 25 до 40 микрона. Восъкът има добра проникваща способност и дори достига до капилярните пори в кухините, което предпазва тези части от увреждане от корозия.
На по-късна дата готовото превозно средство може да се напръска консервант върху двигателния отсек или дори върху повърхността на цялото тяло според спецификацията на оборудването, по желание на купувача. Пръскането с консерванти се използва за защита по време на транспортиране или съхранение.
От горното се вижда, че автомобилният производител Skoda наистина внимателно предпазва каросерията от корозия. Ясно е обаче, че покритието, което трябва да устои на атмосферните влияния и може случайно да се повреди по време на шофиране, например от летящи камъни и т.н., изисква понякога не само грижа за автомобилната козметика, но и внимателен контрол, но в случай на повреда на слоеве боя - последващ квалифициран ремонт. Ремонтите на покрития винаги трябва да се извършват от сервизния отдел на Škoda и не трябва да се допуска любителска дейност в тази област.