
Пласты антыкаразійнай абароны
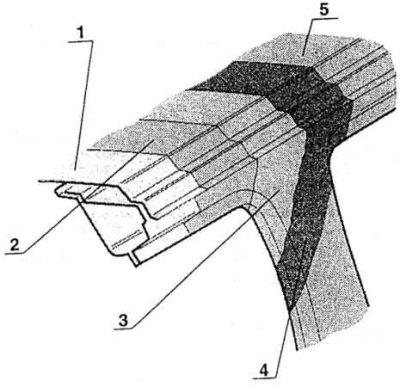
1 - ліст; 2 – трехкатионовый фасфат; 3 – катафарэтычная грунтоўка; 4 - запаўняльнік; 5 – покрыўны лак які складаецца з пігментнага пласта і верхняга бясколернага лаку.
Для добрага абслугоўвання антыкаразійнага пакрыцця аўтамабіля трэба ведаць, якія матэрыялы і тэхналогію ўжыў вытворца для нанясення пакрыцця. У пачатку неабходна падкрэсліць, што "ШКОДА – АТ аўтамабільны завод" выкарыстоўвае ў цяперашні час тэхналогію чатырохслаёвага пакрыцця (тры пласта ўтвораны водарастваральнымі матэрыяламі). Гэтая тэхналогія вырашана з максімальнай далікатнасцю да асяроддзя пасялення як у самым шырокім сэнсе слова, так і на працоўным месцы ў вытворцы аўтамабіляў. Тэхналагічнае абсталяванне - адно з самых сучасных у Еўропе.
Высокая каразійная ўстойлівасць пакрыцця ўзмацняецца тым, што ліставыя штампоўкі, з якіх выраблены кузаў, зроблены пераважна з ацынкаванага ліста. Само пакрыццё наносіцца на ўжо полуготовый кузаў, т.е. на каркас з усталяванымі дзвярамі, крыламі і капотам.
Каб пакрыццё добра прыліпла да лістоў кузава, у канцы зборкі вырабляецца яго перадпадрыхтоўка. Першай аперацыяй з'яўляецца стараннае абястлушчванне і актывацыя паверхні, пасля гэтага варта фасфатаванне ўсяго кузава. Пласт дробнакрышталічнага трехкатионового фасфату (цынк, марганец, нікель) утворыцца пры апусканні кузава цалкам. Тым самым забяспечваецца наяўнасць фасфатнага пласта ва ўсіх паражнінах і на ніжняй частцы кузава.
Затым варта бесхромавая пасівацыя і прамыванне ў ваннах з дэмінералізаванай вадой.
Далей пры паўторным апусканні на ўсім кузаве за рахунак электрахімічнага працэсу (катафарэзу) вылучаецца пласт грунтавай фарбы, а менавіта на ўсіх паверхнях і ў паражнінах кузава.
Нанесеная грунтоўка мае ўсюды раўнамерную таўшчыню, на паверхні ад 17 да 25 мкм, у паражнінах не меней 12 мкм. Указаны пласт забяспечвае, па-першае, дасканалую прилипаемость наступнага пласта, а па-другое, і выдатную абарону ад карозіі.
Наступнай аперацыяй з'яўляецца безадходнае прамыванне ультрафільтратам, вырабленым з грунтовочной фарбы. Гэтая ванна цыркулюе паміж промывочной прасторай і ваннай, у якой вылучаецца катафарэтычная фарба на кузаве, а менавіта струменем зваротнага кірунку. Затым кузаў рухаецца па лініі, дзе, нахіляючы яго ў падоўжным кірунку і абдзімаючы сціснутым паветрам, пазбаўляюцца ад вадкіх лішкаў ванны.
У заключэнне якая ўтварылася плёнка отверждается на працягу 30 хвілін пры тэмпературы кузава 180°С. Пры гэтым адбываецца структураванне (полімерызацыя) смол, якія змяшчаюцца і пакрыцці. Вылучаная катафарэтычна грунтавальная фарба з'яўляецца носьбітам супрацькаразійнай абароны і дазваляе, як адзін з фактараў, даваць дзесяцігадовую гарантыю на антыкаразійную ўстойлівасць кузава. На наступнай частцы працоўнай лініі на кожны кузаў наносіцца герметызавальная рэчывам без растваральніка (пластызолам на базе пластыфікаванага ПВХ). У злучэннях і зазорах яно наносіцца ў выглядзе валікаў, на ніз падлог і падкрылкі напырскваннем. Абзы дзвярэй і капота ўшчыльняюцца пластызолам далей на канвееры. У пластизола выдатная прыліпальнасць, высокі супраціў растворам соляў і механічнаму пашкоджанню абразівам. У яго і вялікая даўгавечнасць. Пасля нанясення пластизола кузаў падвяргаецца папярэдняму жэлацінаванню, што з'яўляецца фізіка-хімічным працэсам рэструктурызацыі пакрыцця. Адбываецца ён пры тэмпературы 120°С на працягу 15 хвілін.
Канчатак працэсу жэлацінавання ажыццяўляецца потым адначасова з высушваннем (апалам) запаўняльніка. Ён наносіцца на наступным фазе працэсу. Перад яго нанясеннем вядома ўручную зашліфоўваюць выпадковыя дэфекты на павярхоўных дэталях кузава, якія маглі паўстаць пры вылучэнні грунтоўкі катафарэзам.
Водарастваральны запаўняльнік з'яўляецца другім пластом пакрыцця і наносіцца ў тры фазы. Першая – апырскванне паверхні, якое вырабляецца аўтаматамі ў якія верцяцца званах у электрастатычным поле (ESTA). Цікава, што хуткасць кручэння звана складае ад 20000 да 40000 абаротаў у хвіліну. Гэта забяспечвае раўнамернае нанясенне фарбы і мінімальны адыход, бо ў электрастатычным полі зараджаныя часціцы фарбы прыцягваюцца да кузава, і, такім чынам, не распыляюцца ў навакольнай прасторы.
На другім этапе ўручную вырабляецца апырскванне паверхні паміж дзвярамі і вантробы кабіны. У трэцяй фазе апырскванне адбываецца зноў аўтаматычна ў электрастатычным полі. Выкарыстоўваны запаўняльнік мае чатыры адценні фарбы ў адпаведнасці з той фарбай, якая будзе прымяняцца ў якасці верхняга лаку. Абпал запаўняльніка адбываецца пры тэмпературы 165 ± 5°С на працягу 20 хвілін. У наступным запаўняльнік дашліфоўваецца або пры сухім працэсе, або пры мокрым. Ужо пасля ачысткі кузава наносіцца апырскваннем трэці пласт пакрыцця, або на аснове пігмента UNT (г.зн. пігмент без эфекту металізацыі), або з металізацыяй. Абодва ў патрабаваным адценні фарбы. Лакафарбавы цэх аўтамабільнага завода ШКОДА здольны выпускаць 14 адценняў фарбаў. Пігментны пласт ізноў напырскваецца на вонкавую паверхню абсталяваннем ESTA і ўручную ў міждзвер'е і ўсярэдзіне кабінаў. Пасля аперацыі прамежкавай сушкі (выдаленні вады з гэтага пласта) пры тэмпературы 70°З наносіцца апошні, чацвёрты пласт пакрыцця, якім з'яўляецца бясколерны лак, які не ўтрымоўвае растваральнік, які надае канчатковы эфект – бляск. Апошні пласт пакрыцця абпальваецца на працягу дваццаці мінуць пры тэмпературы 140°С. Увесь працэс афарбоўкі адбываецца бесперапынна, большай часткай у аўтаматычным рэжыме.
Апісанне тэхналагічнага працэсу нанясення пакрыццяў быў бы няпоўным, калі не згадаць лінію, на якой ажыццяўляецца кансервацыя паражнін кузава водарастваральным воскам. Гэтая аперацыя цікавая тым, што ў розных частках кузава маюцца адтуліны для ўстаўкі фарсунак, якія вырабляюць паасобнае распыленне воску ў розных кірунках. Пасля ўстаўлення фарсунак воск у паражніны выпырскваецца пад вялікім ціскам адмысловым абсталяваннем. Апырскванне вырабляецца беспаветраным спосабам.
Сістэма кіравання аб'ёмам воску складаецца ў тым, што ў паражніну пры ціску ад 10 да 15 Мпа ўпырскваецца загадзя запраграмаваная колькасць воску, якое забяспечвае пакрыццё ўнутраных паверхняў пластом ад 25 да 40 мкм. Воск валодае добрай пранікальнай здольнасцю і дасягае нават капілярных сітавін у паражнінах, што засцерагае гэтыя часткі ад каразійнай паразы.
Пазней гатовы аўтамабіль можа быць па жаданні пакупніка і, такім чынам, паводле спецыфікацыі абсталявання падвергнуты кансервавальнаму апырскванню маторнага адсека ці нават паверхні ўсяго кузава. Кансервавальнае апырскванне служыць для абароны пры транспартаванні ці захоўванні на складзе.
З прыведзенага відаць, што вытворца аўтамабіляў Шкода сапраўды старанна абараняе кузавы ад карозіі. Аднак ясна, што пакрыццё, якое павінна супраціўляцца ўплывам надвор'я і можа быць падчас язды выпадкова пашкоджана, напрыклад, якія адлятаюць каменьчыкамі і да т.п., патрабуе часам не толькі догляду з дапамогай аўто касметыкі, па і дбайнага кантролю, а ў выпадку выяўлення пашкоджанні. пластоў фарбы - наступнага кваліфікаванага рамонту. Рамонт пакрыццяў павінен заўсёды ажыццяўляцца службай сэрвісу Шкода, і ніякай самадзейнасці ў гэтай вобласці дапушчаць нельга.