
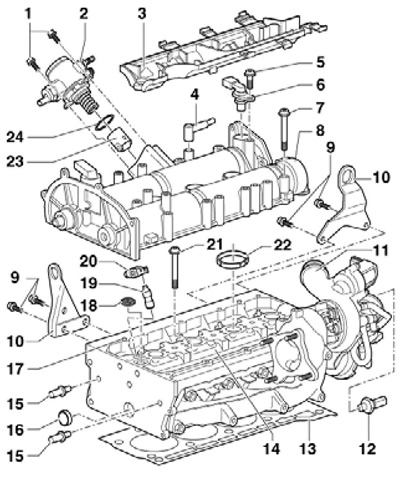
20.1a Details of installation and assembly of the cylinder head
1 Bolt, 8 Nm
2 injection pump, with valve "N276" fuel pressure adjustment
3 Wiring guide, fastened with a force of 8 Nm
4 To air cleaner
5 Bolt, 10 Nm
6 CMP sensor "G40" with sealing ring
7 Bolt, to be replaced, 10 Nm, then retighten 90°, tighten bolts from inside to outside
8 Camshaft housing
9 Bolt, 20 Nm
10 Lifting eye
11 Turbocharger
12 D/V "F1" low pressure engine oil, 25 Nm
13 Metal cylinder head gasket, to be replaced
14 Cylinder head
15 Stud bolt, 20 Nm
16 Screw plug, when installed on the sides, grease D154 102A1 is applied, installed to a depth of 1 mm
17 Centering sleeve
18 Oil filter, to be replaced
19 Valve clearance hydraulic compensator
20 Rocker, fixed on the compensator 19
21 Cylinder head bolt, to be replaced,
30 Nm, then tighten twice by 90°
22 4-piece seal, to be replaced, inserted into the cylinder head
23 Roller pusher of injection pump drive
24 O-ring, to be replaced, lubricate with engine oil before installation
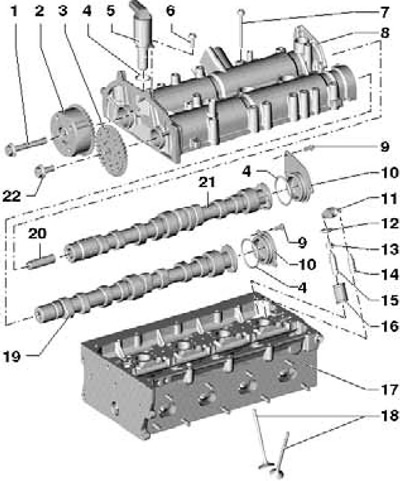
20.1b Installation details of cylinder head components
1 Bolt with left-hand thread, to be replaced, 40 Nm, then retighten by 90°
2 Shaft angle adjuster 21, not subject to disassembly
3 Camshaft sprocket
4 O-ring, lubricate with engine oil before installation
5 Solenoid valve No. 1 "N205" Timing timing adjustment
6 Bolt, 10 Nm
7 Bolt, to be replaced, 10 Nm, then retighten 90°, tighten bolts from inside to outside
8 Camshaft housing
9 Bolt, 10 Nm
10 Camshaft cover
11 Rocker, fixed on the compensator 14
12 Keys for split valve lock
13 Valve seal, to be replaced
14 Valve clearance hydraulic compensator
15 Valve guide
16 Valve spring
17 Cylinder head
18 Caps, processing is not allowed, only grinding
19 Exhaust camshaft
20 Guide sleeve
21 Intake camshaft, with cam to drive the injection pump
22 Bolt, to be replaced, 50 Nm, then retighten 90°
2. Arrange the removed parts of the valve drive in such a way that you can then install them in their original places. Lubricate all bearing surfaces with clean engine oil before installation.
3. When machining the mating surface of the cylinder head, the valve seats should be machined so that the valves are installed deeper by the size of the cylinder head machining. At the same time, it is not allowed that the distance from the end of the valve stem to the upper mating surface of the cylinder head is less than 7.6 mm (see resist. illustration). Otherwise, the valve clearances will not be adequately compensated and the cylinder head will need to be replaced. The maximum allowable valve seat machining can be calculated as the difference between the measured value and the minimum allowable value (7.6mm).
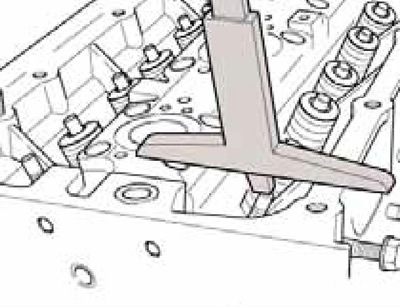
20.3 Minimum size controlled when machining a valve seat
4. The camshaft housing is installed on the sealant D 188 003 A1. In this case, the sealant should only be applied to the surfaces indicated on the resist. dark illustrations. Do not apply sealant to the surfaces indicated by the arrows (A and B), because in places (A) sealing is carried out by ring gaskets, and in the area (IN) oil pickup seals are installed.
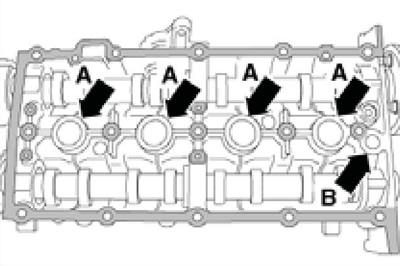
20.4 Sealing points
5. After removing the cylinder head, replace its gasket and coolant.