
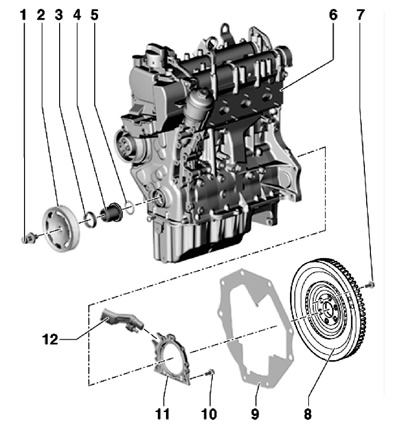
18.1 Installation details of the crankshaft oil seals
1 Pulley bolt 2, to be replaced, when tightening, the thread must be lubricated, but the contact surface must not; 150 Nm, then tighten 180°
2 Crankshaft pulley, the contact surface must not be lubricated
3 Front crankshaft oil seal
4 Bush-bearing, contact surface must not be lubricated
5 O-ring in the sleeve, to be replaced
6 Engine
7 Bolt, to be replaced, 60 Nm, then retighten 90°
8 Flywheel
9 Intermediate plate, must sit on the guide bushings, it must not be bent or damaged
10 Bolt, replaceable, 10 Nm
11 Sealing flange with CKP sensor rotor and crankshaft rear oil seal
12 SKR sensor "G28", fastened with a bolt with a force of 5 Nm
Front oil seal
2. Remove the accessory drive belt (see Section 6).
3. Turn the crankshaft clockwise to the TDC position of piston No. 1 (see Section 19).
4. Remove the crankshaft pulley (see Section 17).
5. Unscrew the inner part of the MP1-226 puller by 3 turns (about 5 mm) from the outer part and fix it in this position with a knurled screw. Lubricate the threaded head of the puller, place it in place and, applying strong pressure, screw it into the stuffing box as far as possible. Loosen the knurled screw and turn the inside of the puller against the crankshaft to remove the oil seal (see resist. illustration).
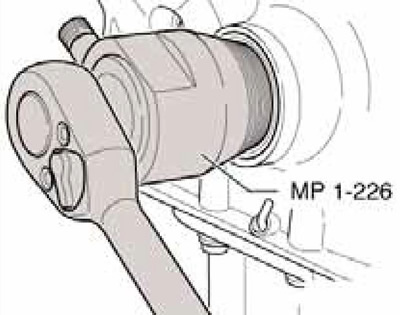
18.5 Front oil seal remover
6. Remove the bearing bush from the crankshaft journal and clean the mating surfaces of the crankshaft sprocket and bearing bush.
7. Make sure that the mating surfaces of the pulley, bolt, bearing sleeve and sprockets are free of oil and grease. Replace the sealing ring of the bearing sleeve and slide it over the crankshaft journal.
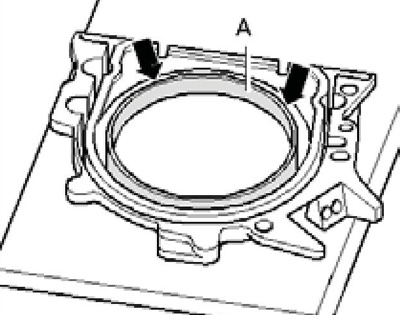
8. Put the T10117/2 sleeve on the bearing sleeve and slide the oil seal onto it (see resist. illustration). Remove bushing Т10117/2.
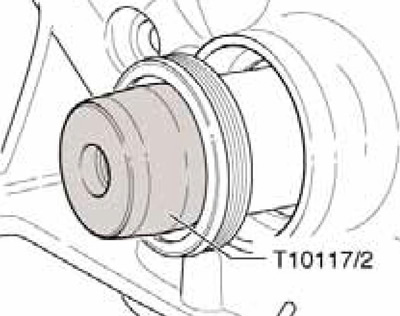
18.8 Preparing to install the front oil seal
9. Insert the oil seal into the timing cover until it stops using tool T10117, hitting it lightly (see resist. illustration). Further installation is carried out in the reverse order.
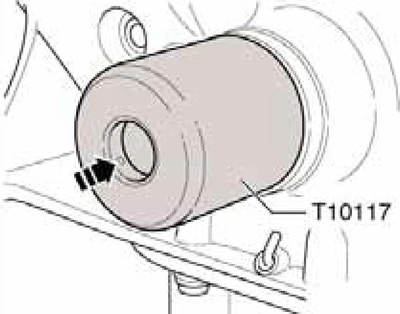
18.9 Fitting the front oil seal
Rear oil seal (flange assembly)
Remark: Stuffing box flange with PTFE packing (RT-FE) Equipped with a back-up ring for the sealing lip of the stuffing box. This ring serves as a mounting sleeve and must not be removed before the flange is installed. The flange, seal and rotor of the CKP sensor are one unit and are only replaced as an assembly. After being removed from the package, the flange and rotor of the CKP sensor must not rotate or separate from each other.
10. Remove flywheel drive (by analogy with the 3.6 l engine, see Section 8) and intermediate plate (9 in illustration 8.1).
11. Turn the crankshaft clockwise to the TDC position of piston No. 1 without removing the threaded covers of the camshafts (see Section 19).
12. Remove the engine oil pan (see Section 13).
13. Remove the CMP sensor (see resist. illustration).
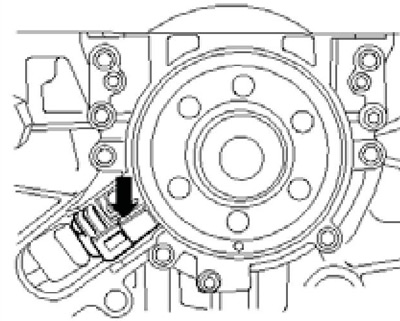
18.13 TFR sensor
14. Turn out bolts of fastening of a sealing flange on the back party of the engine. Screw into threaded (not fixing) sealing flange holes three M6x35 bolts (see resist. illustration) and, alternately tightening them half a turn per approach, squeeze out the flange together with the CKP sensor rotor and the crankshaft rear oil seal.
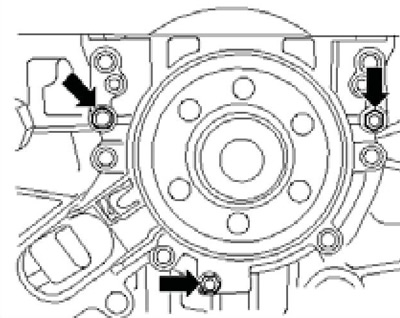
18.14 Seal flange bolts
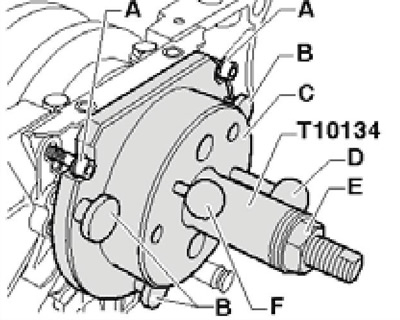
15. The CKP sensor rotor is held in position on the T10134 assembly tool by a centering pin, and the locator itself is held relative to the crankshaft on a guide pin inserted into the hole in the crankshaft. Details of fixture T10134 are indicated on resist. illustrations.
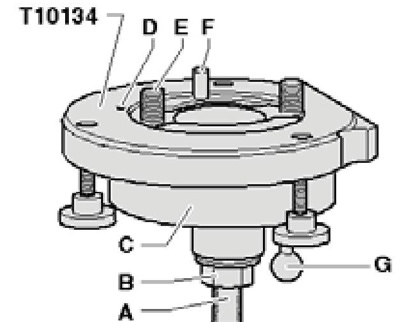
18.15 Parts of assembly tool T10134
A fixed surface
The Nut
With body assembly
D Center pin
E Bolt
F Guide pin for diesel engine (black handle)
G Guide pin for petrol engine (red handle)
16. Screw on the nut (B in illustration 8.15) on the spindle thread so that the lower part of the fixed surface is free (A). Clamp tool T10134 in a vise on the surface to be fixed.
17. Remove the retainer from the new flange (see resist. illustration).
18.17 Flange retainer
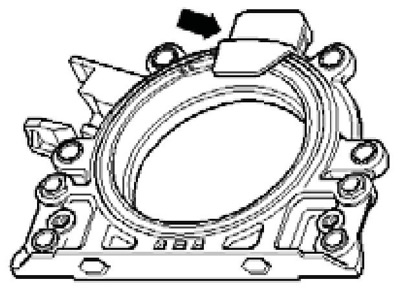
18. Lay the flange face down on a clean, level surface and press the support ring (And on the opposite illustrations) sealing lips in the direction of the arrow so that it rests on a flat surface. Do not remove or rotate the CKP sensor rotor.
18.18 Pushing out the support ring (A)
19. Centering hole (B on resist. illustrations) on the rotor (WITH) must be aligned with the label (A) on the flange, and the top edge of the rotor and the leading edge of the flange must be at the same level.
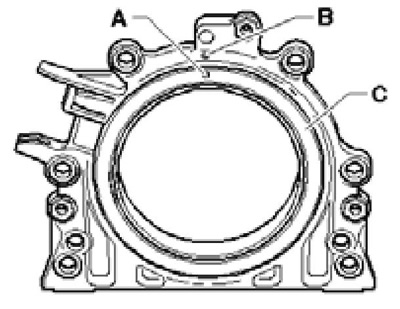
18.19 Centering hole (A) on the rotor (WITH) and label (IN) on the flange
20. Place the flange front side on tool T10134 so that the pin (B on resist. illustrations) entered the hole (A) rotor. Make sure the flange rests flat on the fixture.
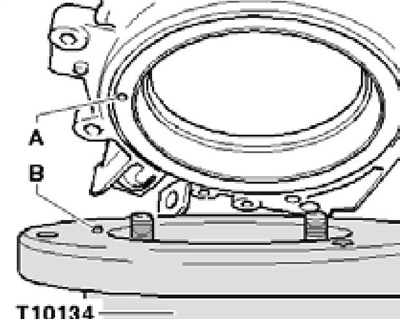
18.20 Mounting the flange on the fixture
21. Screwing in three bolts (And on the opposite illustrations), press the support ring (IN) to the surface of tool T10134 so that the centering pin does not slip out of the hole in the rotor. Clean the crankshaft flange of oil and grease and make sure the #1 piston is at TDC (see Section 10).
18.21 Fixing the flange to the fixture
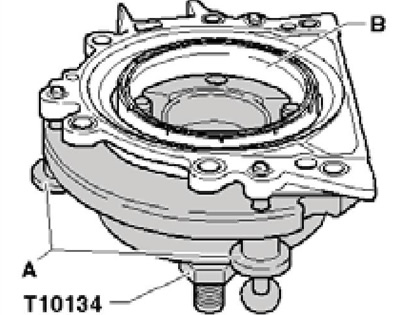
22. Move the nut to the end of the T10134 spindle. Align the flat side of the tool body flush with the plane of the cylinder block mating with the oil pan, and fix the tool to the shaft flange with bolts (And on the opposite illustrations).
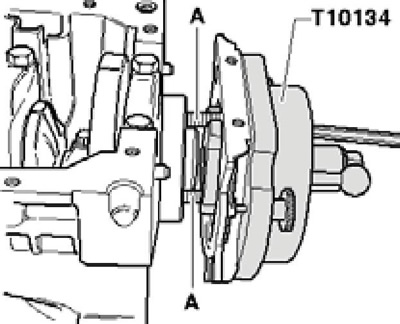
18.22 Initial attachment of fixture to shaft flange
23. To guide the flange with the stuffing box, screw two M6x35 bolts into the cylinder block (And on the opposite illustrations) about 3 turns.
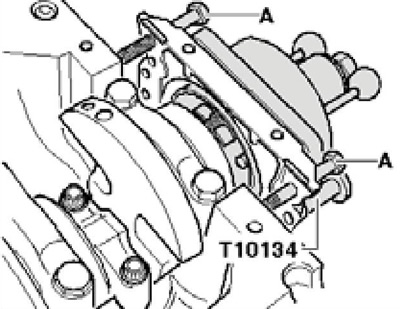
18.23 Bolts (A) for guiding the gland flange
24. Press down on the tool body (From to resist illustrations) hand in the direction of the arrow so that the rotor (IN) rested on the crankshaft flange (A). Fully insert guide pin (F) with a red handle into the threaded hole in the crankshaft. When the guide pin is correctly inserted, its handle is positioned approximately 10 mm from the body of the assembly tool. Thus, the rotor of the TFR sensor is located in the final installation position.
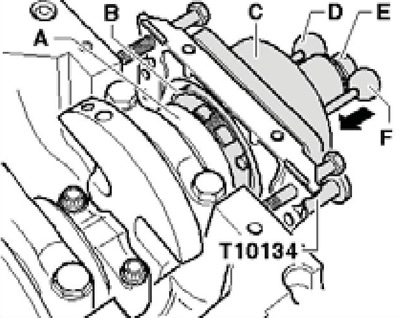
18.24 Final attachment of fixture to shaft flange
25. Tighten the assembly tool nut to 35 Nm using the VAG1331 torque wrench and the VAG1332/11 socket (see resist. illustration).
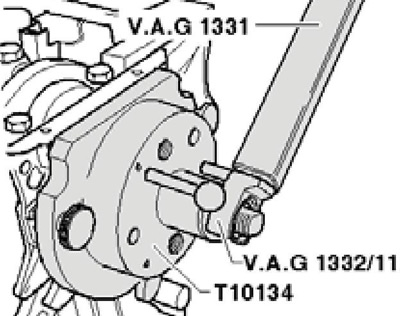
18.25 Pressing the rotor onto the shaft
Note: After tightening the nut to the specified torque, there should still be a small air gap between the cylinder block and the stuffing box flange.
26. Move the nut (E in the illustration) tool T10134 on the end of the spindle, unscrew the two bolts (A) from the cylinder block, remove the three bolts (IN) from the flange, as well as two bolts (And in illustration 8.32). Remove the assembly jig and support ring.
18.26 Removing the tool
27. The rotor is installed correctly if between the shaft flange (And on the opposite illustrations) and rotor (IN) there is a distance (A), which is 0.5 mm. If the actual distance is too small, press the rotor again (see paragraphs 31-33); if the specified distance is reached, tighten the new flange bolts diagonally to 10 Nm.
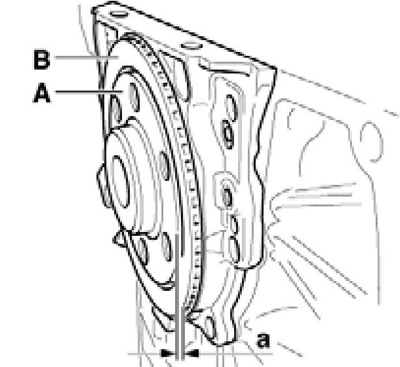
18.27 Checking the rotor position
28. Install the SKR sensor and tighten its bolt to 5 Nm.
29. Install the engine oil pan (see Section 13) and intermediate plate.
30. Install flywheel (see subsection above).
31. Attach tool T10134 to the shaft flange with two bolts (And in illustration 8.22).
32. Screw in three bolts (B in Illustration 8.26) and insert the guide pin all the way (F) with red handle (there must be a distance of approximately 10 mm between the handle and the T10134 tool).
33. Tighten the nut on the assembly tool spindle to 40 Nm and complete the installation as described in paragraphs 26-30. If the distance between the rotor and the shaft flange is again too small, tighten the nut to 45 Nm the next time the rotor is pressed on again.