
Cylinder head (front view)
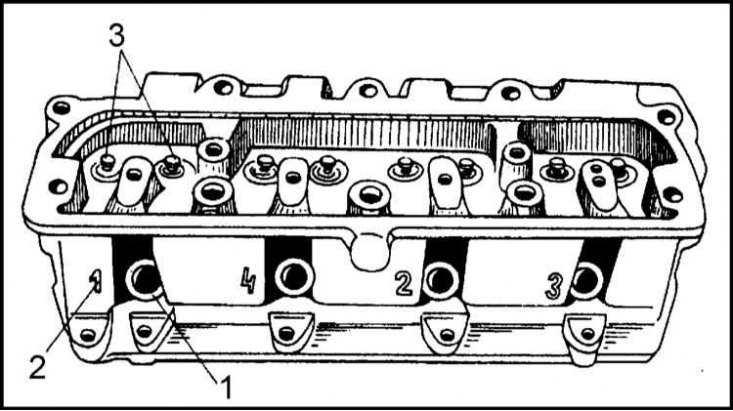
1 - Candle hole; 2 - Label for connecting the spark plug wire; 3 - Valve guides
Cylinder head (back view)
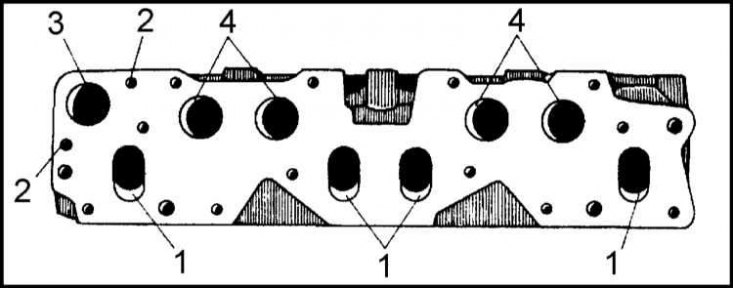
1 - Holes of exhaust valves; 2 - intake valve openings; 3 - Coolant outlet; 4 - Inlet valve openings
Cylinder head
The appearance of the cylinder head is shown in the illustration.
The combustion chambers are located in the cylinder head. The valve guides are pressed into the aluminum casting of the head. The bushings are made of cast iron with 0.5% phosphorus addition.
The intake and exhaust valve seats are pressed into the walls of the combustion chambers of the cylinder head (intake valve seat larger in diameter).
The inlet and outlet channels are brought to the same side of the head, which makes it possible to preheat the air-fuel mixture in the inlet channels. Inlet channels are round (Ø 25 mm) and brought out above the graduation, having an oval section of 22x30 mm.
On the opposite side of the cylinder head there are threaded holes for installing spark plugs (M14x1.25). Next to the candle niches there are marks in the form of numbers from 1 to 4, indicating to which terminal of the ignition distributor cover the BB wire of this candle should be connected.
The water galleries are connected to the outlet, near which the thermostat housing is installed, and to the inlets located in the upper part of the cylinder head, next to the combustion chambers.
The block mating surface and the internal surfaces of the combustion chambers are meticulously machined to form and cleanliness requirements to maintain the same volume of all combustion chambers and to achieve an equal compression ratio in all cylinders. In addition, the processing guarantees the tightness of the joints.
The cylinder head is attached to the block with ten M11 hex bolts and four nuts screwed onto M8 studs. Seven bolts are 168mm long, two are 183.5mm and one is 132.5mm. The heads of the bolts have a hexagon socket for a 10 mm bar wrench.
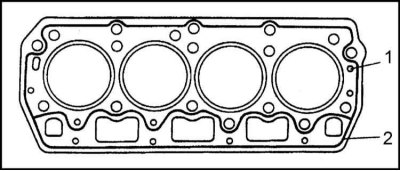
The cylinder head gasket is made of a reinforced, asbestos-free material. Due to the low elasticity of the gasket, there is no need to tighten the head bolts after the first thousand kilometers.
The top of the head is closed with a lid, which is also cast from an aluminum alloy. The cylinder head cover is equipped with an oil filler neck, which is closed with a plastic plug. The tightness of the cork is ensured by equipping it with a rubber sealing ring 70x60 mm.
A rubber seal is installed between the cylinder head and its cover to prevent leakage of engine oil.
Cylinder block
The cylinder block is the main bearing part of the power unit design. The block is made of lightweight aluminum alloy by injection molding. The weight of the block is 13 kg.
In the lower part of the cylinder block there are three crankshaft bearings. The crankshaft has three main journals (the so-called partial crankshaft).
The main bearing caps are made of cast iron and, since they are not interchangeable, are marked with the corresponding numbers. On the second cover on the outside there is a threaded hole for attaching the oil intake of the oil pump.
The caps of the main bearings are fastened with M11 bolts, the required tightening force of which is 67÷75 Nm).
The cylinder block has channels for coolant, as well as channels for supplying oil.
The thread in the holes in the block for the cylinder head bolts starts 30 mm below the upper cut of the hole, which ensures better tightness of the joint of the nodes and reduces the concentration of casting stresses around the fasteners.
The oil pan is attached to the bottom of the block with nine M6 bolts.
Cylinder liners
Sleeves are made of gray cast iron with the addition of 0.5% phosphorus. Liners are installed in the cylinder bores in the block.
The outer surface of the sleeves is washed by the coolant, i.e. these are the so-called "wet" sleeves.
The working surfaces of the sleeves are honed with a high degree of purity.
Each of the sleeves is equipped with two mounting belts, one of which is located on top, and the other - at a distance of about 2/3 of the sleeve length closer to the lower edge of the latter.
To ensure that the sleeves are installed correctly, the manufacturer produces copper ring shims with a thickness of 0.10, 0.12 and 0.14 mm. A selection of shims is used to ensure that the sleeve protrudes from the combustion chamber to a strictly specified height. The sleeves should protrude above the surface of the block by 0.07÷0.13 mm.
The sleeves are manufactured with a nominal inner diameter of 75.5 mm and are arranged in groups according to tolerances of three classes: A, B and C (see specs). The class of the sleeve is applied on its side surface.
The manufacturer does not provide for the possibility of using sleeves of repair sizes.
Gas distribution mechanism
Timing diagram
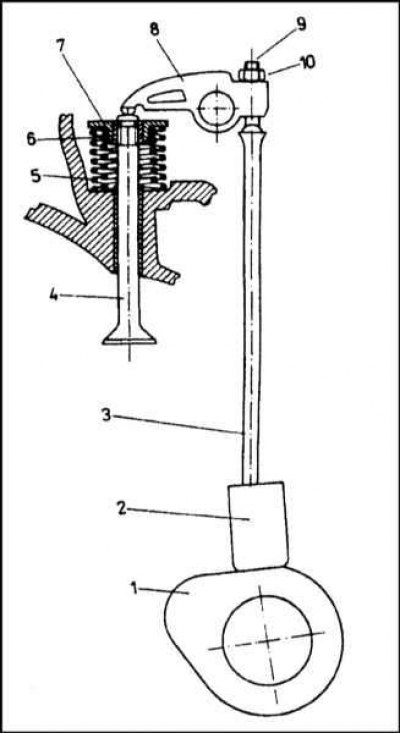
1 - Camshaft cam; 2 - Pusher; 3 - Push rod; 4 - Valve; 5 - External spring; 6 - Internal spring; 7 - Plate; 8 - Valve drive rocker; 9 - Adjusting screw; 10 - Locknut
Gas distribution mechanism (timing) controls the intake of fresh air-fuel mixture into the cylinders at the appropriate moments and the release of exhaust gases from the combustion chambers.
The engine belongs to the family of OHV units, i.e. has overhead valves. The camshaft, respectively, is at the bottom. The scheme of the mechanism is shown in the accompanying illustration.
The camshaft cams, rotating, raise the pushers, the movement of which is transmitted through the rods to the rocker arms. The rocker arms are put on a separate axle, fixed with brackets on the cylinder head. Making oscillatory movements, the rocker arms directly act on the valve stems, forcing the latter to open and close at the right time.
Each of the valves is pressed against its seat by two springs (internal and external). The valves move in guide bushings pressed into the cylinder head.
The camshaft that controls the operation of the valves through eight eccentric cams is made of high quality steel. The cams are hardened by high frequency current. The camshaft is mounted in three plain bearings machined directly into the casting of the cylinder block. In order to facilitate the installation of the shaft in the bearings, all three of them have a different diameter. The first on the timing side of the neck has the largest diameter, the middle one is slightly smaller, and finally the last (closest to flywheel), - the smallest. Camshafts are available with nominal size journals only (see specs).
Each pair of cams controls the opening and closing of the valves of one cylinder. Misregistration of working ledges (rises) cams determines the moments (angles relative to TDC) opening and closing valves (see Specifications at the beginning of this Chapter).
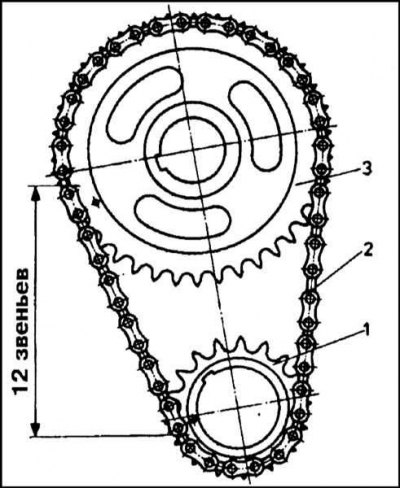
The timing chain drive sprocket is mounted on the front crankshaft trunnion. On the distribution - driven. The sprockets are mounted on the trunnions of the tension shafts, blocked from turning by segment keys and pressed by bolts screwed into the ends of the trunnions.
On the camshaft, in addition to the driven sprocket, the oil pump drive gear and the ignition distributor are also installed. In view of the foregoing, the correct relative position of the stars is of vital importance, since the installation of the gas distribution phases depends on it.
The correct position of the camshaft in relation to the crankshaft is achieved by the appropriate placement of marks on both sprockets. The marks are made in the form of shallow drillings and must be separated from each other by a distance equal to 12 chain links. In this case, the link located above the label of the leading sprocket is considered the first, above the label of the slave - the twelfth.
The pushers are made in the form of an open cylinder. One side of the bottom of the pusher, interacting with the cam of the puller, is flat, on the other side there is a spherical recess, into which the end of the pusher rod enters. The working surface of the pusher is made very hard.
The push rods transmit movement to the rocker arms of the valve drive. Rods are made of forged steel bar with hardened and polished ends. The upper end of the rod is in the form of a bell, while the lower end is made in the form of a slightly expanded hemisphere. The push rods for the intake and exhaust valves are the same length.
The rocker arms are used to transfer movement from the push rods to the valve stems. The surface of the rocker in contact with the valve stem is forged. The rocker arms of the intake and exhaust valves differ in shape, but are put on a common axle.
The arm of the rocker arm facing the push rod is equipped with a threaded hole into which an adjusting screw is screwed, by turning which it is possible to adjust the thermal clearance of the valve. The head of the adjusting screw is hardened and there is a flat locknut for locking.
In the middle part of the rocker, a sensor-switch of small channels is drilled. Through one channel, oil is supplied to lubricate the axis of the rocker arms, through the second, oil is injected between the coils of the valve springs in the direction of the valve stem.
The valves open and close the inlet and outlet channels of the combustion chambers, which makes it possible at the right time to fill the cylinders with a fresh air-fuel mixture and remove exhaust gases from them.
Valves are made of special steel. The valve consists of a stem and a plate. The conical part of the disc, adjacent to the valve seat and called the sealing surface, is beveled at an angle of 45°30'±5' (in valves of Czech production), or 44°50'±20' (in imported valves).
The valve stem is made of steel, the poppet is made of AKMV alloy, and the sealing surface of the poppet is additionally covered with a layer of a special alloy Stelit F, which protects it from the damaging effects of gases heated to very high temperatures.
The inlet valves are made of heat-resistant steel, the sealing surface of the plate is formed by forging. The valve stems are chrome-plated, which reduces the friction component and prevents the possibility of jamming in the guide bushings.
The materials used, subject to the frequency of valve clearance adjustments, guarantee the proper functioning of the valves for 120,000 km of run.
The diameter of the inlet valve plate is 34 mm, the exhaust valve is 30 mm. This is done in order to minimize the area in contact with hot exhaust gases. At the end of the valve stems, grooves are provided for the installation of crackers for split locks.
Split locks consist of a double cone bushing - crackers, which are fixed on the rod with the upper plate of springs. The springs press the valve discs with their sealing surfaces against the seats, thereby ensuring proper tightness of the combustion chambers.
The springs are made of special steel. Each valve is equipped with two coil springs: external and internal. The use of two springs instead of one is due to the fact that, due to limited space, one spring will not be able to provide the proper force for pressing the plate to the seat. The springs are coiled in opposite directions, which eliminates the risk of their coils intertwining in case of damage.
The height of the springs is chosen so that at maximum compression (with open valve) coils do not touch each other.
The lower coils of the springs rest against the surface of the cylinder head through a steel washer. The use of such washers turned out to be a necessary measure, since the cylinder head is made of soft aluminum alloy.
The upper ends of the spring rest against a plate fixed at the end of the valve stem. Valve spring ratings are given in Specifications.
The valve guides are made of cast iron. The purpose of the bushings is to constantly keep the valve in the correct position relative to the seat, to ensure its free movement and to remove excess heat. The bushings are pressed into the cylinder head. The release of bushings of repair sizes is not made.
Oil seals are put on the bushings. On the inside of the cap there is an annular protrusion that collects excess oil from the valve stem. A small annular spring is installed in the upper part of the cap, which ensures its constant pressure against the rod. The use of oil seals allows to reduce the consumption of engine oil associated with its penetration into the combustion chambers. Accordingly, the level of emission of hydrocarbon compounds into the atmosphere is reduced.
Valve seats ensure the tightness of the valves and the removal of heat from the latter. The seats are made of special cast iron, have the shape of a ring of rectangular section and are pressed into the body of the cylinder head under very high pressure. The material used for the manufacture of saddles allows you to use both unleaded and leaded gasoline for refueling a car.