
Crankshaft assembly - general information
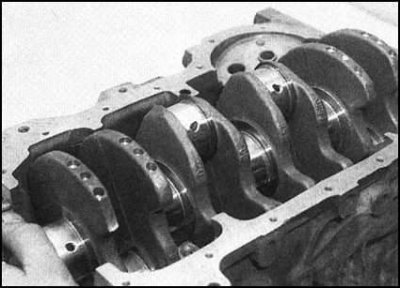
The crankshaft is forged from steel. The shaft has three main and four connecting rod journals. Cranks with connecting rod journals of the first and second cylinders are located between the first and second main journals of the shaft; cranks of the third and fourth crankpins are located between the second and third main journals.
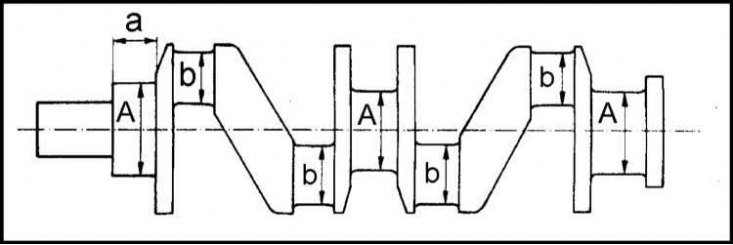
a - Width of the root neck; b - Ø crankpin; A - Ø main neck
In order to reduce the load on the main bearings, the cranks are equipped with forged counterweights that balance the centrifugal forces that occur between two adjacent bearings.
All cranks and crankshaft journals are equipped with internal oil passages through which oil flows to the bearing shells.
The cranks themselves are not subject to processing. As for the necks and both pins of the crankshaft, they are carefully processed. Both the main journals and the crankpins are surface hardened with high frequency current. The diameter of the main journals is 60 mm, the connecting rod journals are 45 mm.
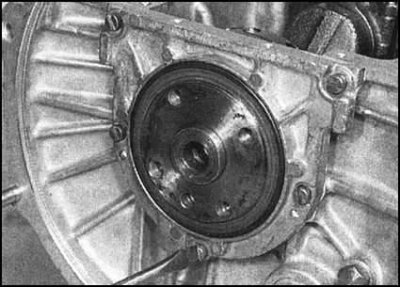
The end face of the rear trunnion of the crankshaft is equipped with a flange for fitting the flywheel. Sealing of the rear trunnion in the block is achieved using an oil seal measuring 85x105x12 mm.
The front trunnion is a journal used to fit the camshaft belt/chain drive gear/sprocket and accessory V-belt pulley (water pump and generator). The sealing of the front trunnion is provided by the front oil seal (42x58x8 mm).
Both seals are made from FKM for increased reliability and durability.
The value of the axial play of the shaft is controlled by installing special distance rings and a thrust washer, which are installed on the first main journal of the shaft. The spacer rings are secured against rotation by a projection provided on the outside. The permissible value of the axial play of the crankshaft is presented in the Specifications at the beginning of this Chapter.
Thrust rings other than nominal thickness (1.480÷1.490 mm), also available in repair sizes: 1.605÷1.615 mm, 1.703÷1.740 mm and 1.855÷1.865 mm.
Larger rings should always be installed on the side of the ground side of the crank web. The nominal size ring is always installed on the side of the thrust washer.
In case of wear, the thrust washer (loss of smoothness of the side surfaces) to be replaced.
All crankshafts are statically and dynamically balanced to within 0.2 Nm.
The crankshaft main bearing caps are made of cast iron and are attached to the cylinder block with double-sided M11 bolts. The lids are marked with numbers "1", "2" or "3". In this case, the cover with the number "1" must be installed on the bearing closest to the timing drive, with a number "3" - to the one closest to the flywheel, and the number "2" - on average.
The crankshaft bearing shells are made of a thin steel strip coated from the inside with a layer of an alloy of a special composition. The layer thickness is 0.35 mm. The main liners have a width of 24 mm with a thickness of 2.5 mm, connecting rod - 22 m with 1.5 mm.
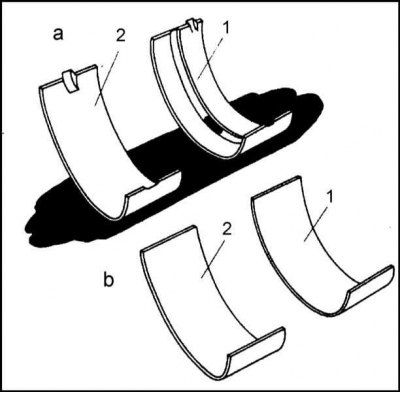
a - Indigenous liners; b - Connecting rod bearings; 1 - Top liners; 2 - Bottom liners
A groove runs along the entire length of each of the upper main bearings, which serves to supply engine oil, which enters through an oval-shaped hole in the liner. On the end surfaces of the half-rings of the inserts, locks are equipped to ensure the unambiguous fit of the half-rings and their fixation from turning.
The connecting rod bearings have a smooth surface and are not equipped with locks.
No markings are provided on the liners, and therefore, their thickness is determined using a micrometer.
The liners remain fit for further use if they are not too worn, do not leave excessive bearing clearance, are free from cracks, scratches and chips of the surface layer. defective liners must be replaced without fail. The compilers of this Guide recommend replacing the bearings as a set for all bearings at the same time.
Before proceeding to check the condition of the crankshaft, it must be cleaned of traces of grease and dirt. In the event of obvious defects, as well as in the absence of confidence in the assessment of the condition of the shaft, it should be replaced. Upon completion of any type of refurbishment, it is necessary to carefully clean all oil flows of the shaft. (first use kerosene, then blow out the holes with compressed air).
Removing
1. Remove the cylinder head, timing chain and sprockets (see part Repair without removing the 1.3 l petrol engine from the car this Chapter). Lock the cylinder liners.
2. Remove the connecting rod caps from the crankshaft. If necessary, remove connecting rod assemblies (see Section Removal, condition check and installation of connecting rod and piston assemblies).
3. Before proceeding with the extraction of the crankshaft, do the following:
- a) Temporarily place the outer thrust washer on the shaft stub (oil flow grooves outward from the bearing cover), align the locking tab with the groove on the cover and seat the washer all the way into its seat. Make sure that the inner thrust washer flag also fits into the reciprocal groove in its cover;
- b) After installing the thrust washer, put on the large spacer (bevelled inner edge to the block), shim, segment key (slanted side inward) and a timing chain sprocket;
- c) Install the crankshaft pulley, screw the pulley bolt (don't forget the puck) and tighten it to the required torque, taking appropriate measures against turning the shaft (see Section Removal, check of a condition and installation of a flywheel). Note that incorrectly installed thrust washers will cause the shaft to seize when the pulley bolt is tightened. As a result of such jamming, the washers themselves can easily be damaged.
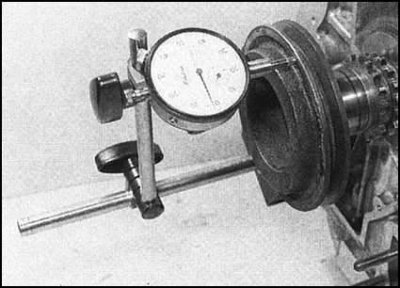
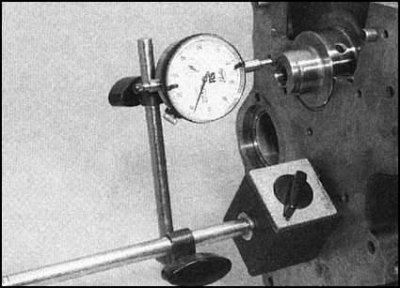
4. Using a plunger-type dial gauge, measure the end play of the crankshaft. Fix the meter in such a way that its plunger rests against the end of the front pin of the shaft, and is parallel to the axis of the latter. Move the shaft all the way back, zero the instrument, then push the shaft forward the full length of its stroke and read the meter reading. Compare the result with the requirements of the Specifications. The value of the axial play is regulated by the selection of the thrust washer.
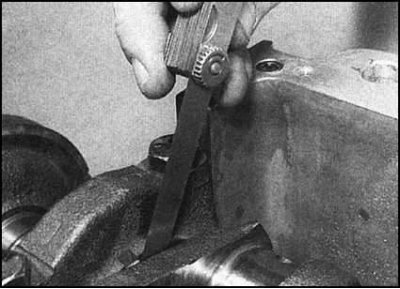
5. Alternatively, shaft end play can be measured with a blade-type feeler gauge. Slide the shaft to the end of its stroke towards the flywheel, then use a feeler gauge to measure the thickness of the gap between the cheek of the first crank and the thrust washer.
6. Remove any temporarily installed components. Also remove the flywheel (see Section Removal, condition check and installation flywheel).
7. Turn out fixing screws and remove from a pin of a shaft assembly of a casing of a back epiploon. Remove the cover gasket (if provided). During assembly, the gasket must be replaced without fail.
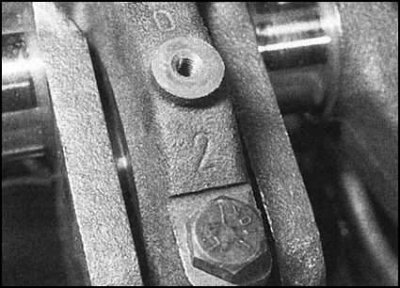
8. Check the main bearing caps for identification markings. Typically, the markings are represented by marks in the form of numbers from 1 to 3, counting from the side of the pulley. If there is no marking, then apply it yourself (use a punch, as you did when marking the connecting rod caps).
Note. In addition to the cover number, the location of the marks must clearly indicate the installation direction of the covers.
9. Turn out fixing bolts and remove covers of radical bearings together with loose leaves.
10. Remove the crankshaft and remove the thrust washer from its right trunnion. Try to remember the installation position of the washer.
11. Remove the upper main bearing shells from their beds and fold them together with the lower ones, in the order of installation on the engine.
Engines 1.6 l and diesel
Note. If no work is expected to be done to restore the connecting rod and piston assemblies, there is no need to remove the head and pistons. It will be enough just to move the pistons up the cylinders, removing the lower connecting rod heads from the crankshaft journals. Work is recommended to be carried out on an assembly stand.
1. In accordance with the instructions given in Part Repair without removing the 1.6 l petrol engine from the car or Repair without removing the diesel engine from the car of this chapter, perform the following procedures:
- a) Remove the timing belt gear from the crankshaft;
- b) Remove the clutch assembly components and flywheel;
- c) Remove the oil pan, oil deflector (if provided) and an oil pump with an oil intake;
- d) Remove the front and rear seal housing assemblies.
2. If necessary, remove the pistons with connecting rods (see Section Removal, condition check and installation of connecting rod and piston assemblies).
3. Acting in a manner similar to that described for the 1.3 liter engine, measure the amount of axial play of the crankshaft. The value of the axial play is regulated by the selection of the thickness of the thrust washers.
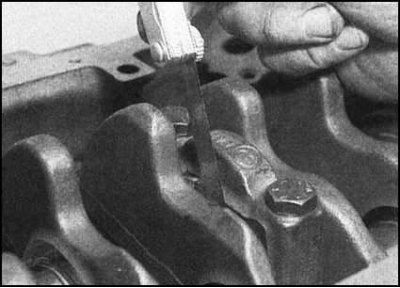
4. Alternatively, play can be determined with a blade-type feeler gauge by measuring the maximum clearance between the 2nd crank web and thrust washer. Compare the result with the requirements of the Specifications.
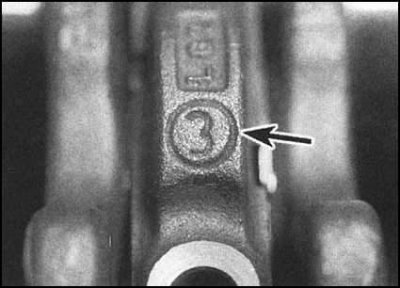
5. Check the main bearing caps for factory markings. Digital marks are applied in the order of the covers in the direction from the timing drive to the flywheel.
6. In several steps (1/4 turn per approach) loosen the cap screws, then unscrew them by hand. Tapping lightly with a soft-faced hammer, remove the caps and inserts together. Attach the liners to your lids with tape.
7. Carefully remove the crankshaft. Try not to let the upper main bearing shells fall out. Since the shaft weighs quite a lot, it would be wise to resort to the help of an assistant. Lay the removed shaft on a flat work surface, supporting it with wooden wedges.
8. Remove the top liners and fold them together with the bottom ones in the order of installation on the engine. Remove the thrust washers installed on both sides of the 3rd crank.
9. Pay attention to the recesses machined in the covers and the block - these recesses are provided for the protrusions of the liners to fall into them and determine the uniqueness of the installation of the latter.
Examination
1. Thoroughly wash the crankshaft with solvent and dry it. Rinse the openings of the oil flows and make sure that the latter are passable (use a special brush). To avoid damaging the new liners, chamfer the edges of the holes.
2. Check the condition of the main and connecting rod journals of the shaft. In case of revealing signs of uneven wear, scoring, cracks, cavities and other damage, the shaft should be given to the groove with the subsequent replacement of the bearings with repair ones.
3. Using a micrometer, measure the diameters of the main and connecting rod journals of the shaft. By measuring the diameter at various points on the necks, check the latter for signs of ovality or taper. Compare the test results with the requirements of the Specifications, if necessary, turn the shaft into a groove.
4. Check the condition of the sealing surfaces of both shaft journals. In case of scoring, roughness and other damage that can lead to the failure of a new oil seal, you should seek help from a car service specialist, where the appropriate restoration repair of the pins can be performed.
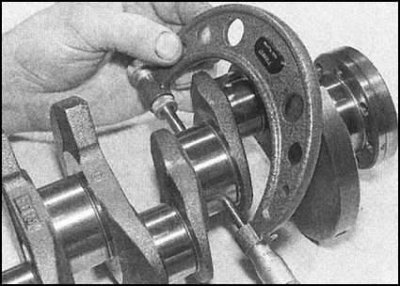
5. Using a plunger-type dial gauge, determine the amount of lateral runout of the crankshaft in its middle part. The shaft should be laid in V-shaped blocks. Take care not to damage the surfaces of the shaft journals and trunnions during the test. The maximum permissible value of the crankshaft lateral runout is not specified by manufacturers, however, the compilers of this Guide recommend taking a value of 0.05 mm as a starting point. If this value is exceeded, the shaft should be replaced, or delivered for refurbishment to a car service workshop.
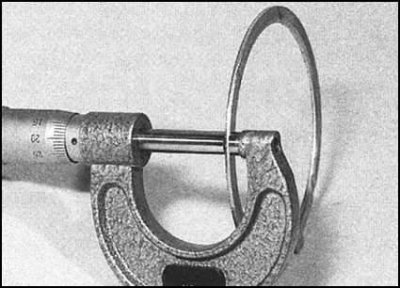
6. On 1.3 l engines, it is necessary to determine the thickness of the thrust washers with a micrometer. Worn washers are replaced in pairs from among those corresponding to them in the size group. If the shaft has been machined, one of the washers after selection may refuse to be thicker than the other, and must be installed from the inside (close to the cheek of the crank).
7. For a description of the procedures for checking the condition of the main and connecting rod bearing shells, see Section Checking the condition and selection of liners of main and connecting rod bearings of the crankshaft.