
Engine 1.3 l
Determination of the working clearance of main bearings
1. Wipe the backs of the selected liners and their beds in the cylinder block and bearing caps.
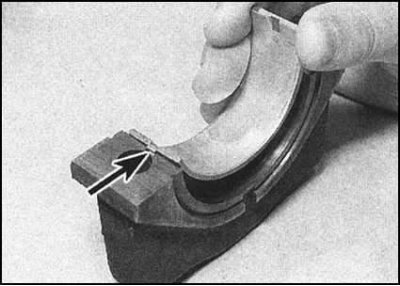
2. Insert the liners into your beds, making sure that their tongues engage with the reciprocal selections in the body of the block / covers.
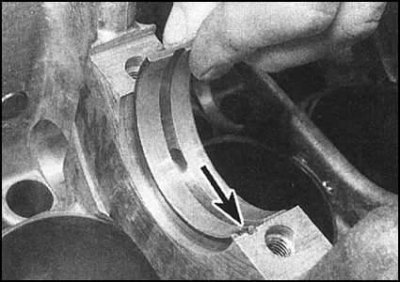
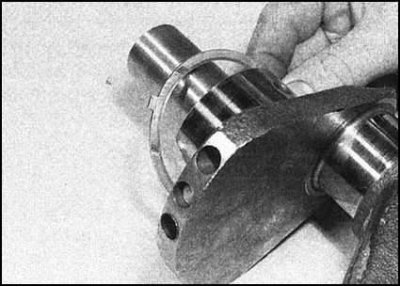
...try not to touch the working surfaces of the earbuds. Note that it is almost impossible to confuse the lower inserts with the upper ones, due to the asymmetric arrangement of the guide tabs. In addition, a groove is provided in the upper liners.
3. Useable old liners must be installed in the block and bearing caps in exactly the same order.
4. When installing a machined shaft complete with a set of original Skoda repair kit liners, the need for the checks described below is eliminated.
5. Checking the working clearances of the main bearings should be carried out if there is the slightest doubt in assessing the degree of wear of the shaft, as well as in the case of installing a machined shaft complete with non-branded repair liners. The gap determination can be made by either of the two methods described.
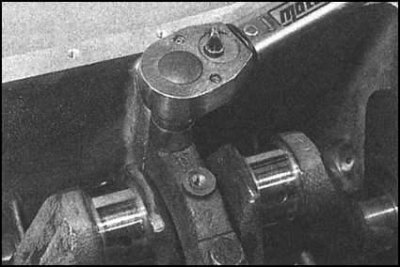
6. The first method, more difficult due to the need to use inside gauges and columbus, requires the installation of main bearing caps (with inserts included) per block. Tighten the cap screws to the required torque (Old bolts are used to check bearing clearances). Now measure the inner diameter of each of the bearings with a caliper / columbus. Next, subtract from the results obtained the diameters of the corresponding main journals of the crankshaft. Compare the calculation results with the requirements of the Specifications.
7. The second method involves the use of a special measuring set Plastigage. The clearance value is determined by the degree of flattening of pieces of soft calibrated wire from the set when they are compressed between the main bearing shells and the shaft journals. Measurement of the width of the flattened pieces of wire is carried out according to the scale printed on the packaging of the set.
8. Information about suppliers of measuring kits can be obtained from any service station.
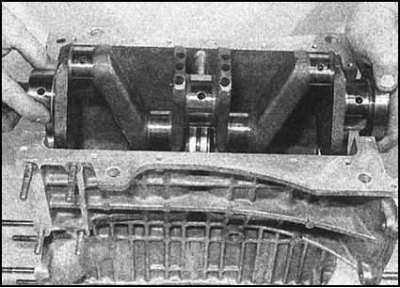
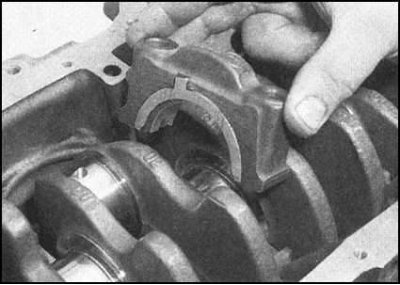
9. Insert the upper main bearing shells into their beds in the cylinder block, then carefully place the crankshaft into the block. Do not use any lubricant - the shaft journals must be absolutely clean and dry.
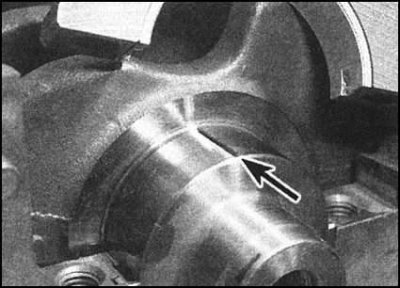
10. Cut the appropriate number of pieces of gauge wire. The length of each of the segments should be slightly shorter than the length of the crankshaft main journals. Lay them along the necks, parallel to the axis of the latter.
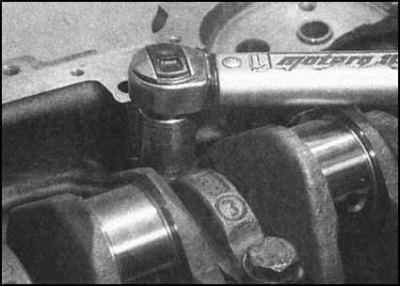
11. Wipe the running surfaces of the lower shells in the bearing caps and lubricate them with a thin layer of silicone compound to prevent the gauge wire from sticking. Install the covers in their regular places in the engine - check the factory markings. Screw in the old fixing bolts and tighten them to the required torque. Do not allow the crankshaft to rotate after laying the calibrated wire on it.
12. Loosen evenly in several steps, then unscrew the mounting bolts and remove the covers, being careful not to break the integrity of the flattened pieces of wire.
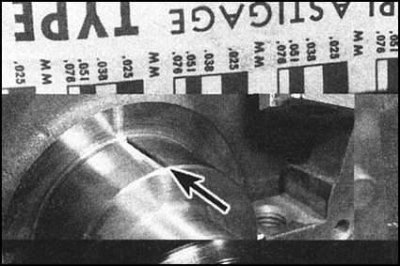
13. Based on the scale printed on the Plastigage kit package, determine the operating clearance of the bearings by the degree of flattening of the calibrated wire - do not forget that two scales can be printed on the package (inch and metric). Compare the measurement results with the requirements of the Specifications.
14. If the clearance is out of range, check whether dirt or foreign particles have fallen under the back of the liner. Wipe down the backs of the earbuds and their beds and retest. If a negative result is repeated, check the correct selection of liners (see Section Replacing the intermediate shaft seal). If the calibrated wire is more flattened at one end than at the other, then the neck has a taper and must be turned.
15. If the clearance is excessive, despite the correct selection of liners, the shaft journals should be machined for the installation of liners of the next repair size (see Section Replacing the intermediate shaft seal).
16. Finally, after making sure that the operating clearance of the bearings complies with the regulatory requirements, remove the traces of flattened wire from the shaft journals by carefully scraping them off with the edge of an old credit card.
Final installation of the crankshaft
1. Carefully remove the crankshaft from the cylinder block.
2. In accordance with the instructions above, lay the main bearing shells in their beds in the cylinder block and covers. When installing new liners, make sure that preservative grease is completely removed from their surface - wash the liners with kerosene, then wipe thoroughly with a clean, lint-free rag. Wipe also the main journals of the crankshaft. Liberally lubricate the upper crankshaft main bearing shells in the block with clean engine oil of the correct grade.
3. Put on the right pin of a cranked shaft an internal persistent washer. Make sure that the washers are installed with the oil flow grooves to the crank web.
4. Having followed the correctness of its fit, carefully lay the crankshaft in the cylinder block, then lubricate the lower liners and shaft necks with clean engine oil.
5. Turn the thrust washer with the tongue up so that when the cover of the first main bearing is installed, it falls into the reciprocal selection provided in it.
6. In accordance with the marking, install the main bearing caps in their places. Align the tongue of the thrust washer with the countersink in the first bearing cap, then seat the washer firmly in the receiving recess.
7. Screw in bolts of fastening of covers and in several steps evenly tighten them with the demanded effort.
8. Check the freedom of rotation of the crankshaft and measure the value of its axial play (see Section Removing and checking the condition of the crankshaft). Before tightening the crankshaft pulley bolt, make sure that the tongues of the inner and outer thrust washers are clearly engaged in the reciprocal selections in the bearing cap. The vague location of the washers can lead to their destruction as a result of the shaft jamming when the pulley bolt is tightened.
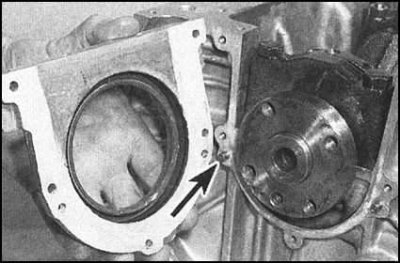
9. Remove all traces of the old gasket material and sealant from the mating surfaces of the rear oil seal housing and cylinder block.
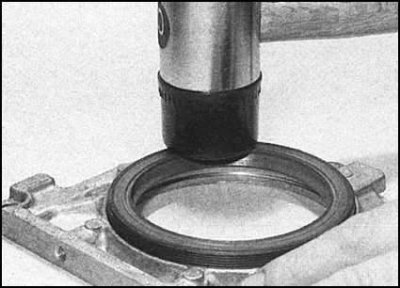
10. Gently prying, remove the old oil seal from the casing and replace it with a new one, placing it perpendicularly on the casing's thrust shoulders (sponges inside). If necessary, use a soft-faced hammer to seat the gland.
11. If the shroud was fitted with a gasket when removed, install a new gasket onto the unit by carefully seating it over the guide pins. If a gasket was not provided, apply a thin layer of gasket sealant to the housing mating surface.
12. Gently putting the stuffing box on the shaft pin, press the casing to the block, making sure it fits correctly on the guide pins.
13. Screw in the fixing screws and tighten them firmly. When using a gasket, carefully cut off the protruding edge with a sharp knife.
14. Now you can start installing the connecting rod and piston assemblies (see Section Flywheel - removal, inspection and installation).
Engines 1.6 l and diesel
1. Lay the cylinder block on a clean, horizontal work surface with the crankcase facing up. Loosen the bearing caps, carefully remove them from the block and arrange them in the order of installation on the engine. If you haven't done so already, remove the bearing shells from your beds in the caps and block and wipe them thoroughly with a clean, lint-free rag.
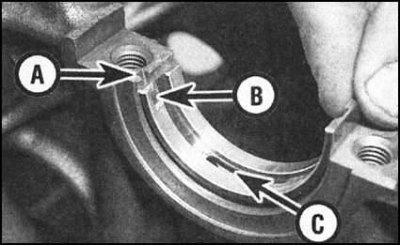
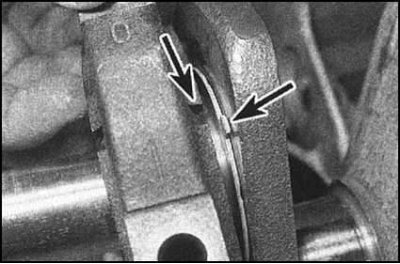
A - Sample in the case of the bearing; B - Tongue of the liner; C - Oil hole
2. Wipe backs of loose leaves and their beds in the block of cylinders and covers of bearings. Insert the liners in the bed, making sure that their tongues engage with the reciprocal selections in the body of the block / covers, and the oil holes are correctly aligned. In no case do not try to tap the liners in bed with a hammer - their working surfaces must remain intact.
3. Once again, carefully wipe the working surfaces of the liners and the neck of the shaft with a rag. Make sure that the oil flows in the body of the crankshaft are passable.
4. Carefully insert the crankshaft into the crankcase - try not to allow the liners to move.
Determination of the working clearance of main bearings
1. Refer to the materials of subsection Determining the working clearance of main bearings with the amendment that the fasteners of the covers should only be tightened with the force of the 1st stage.
Final installation of the crankshaft
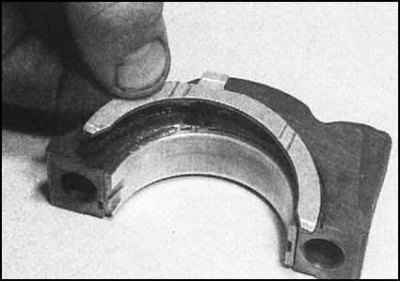
2. Carefully remove the crankshaft from the block. Wipe the surfaces of the earbuds. Install thrust washers (semirings) on both sides of bed No. 3, located between the second and third cylinders. To temporarily fix the half rings, use grease and make sure they fit correctly in the receiving samples.
Note. Thrust half rings are installed with oil flow grooves outward.
3. Lubricate the upper bearing shells with clean engine oil.
4. Insert the crankshaft into the block so that the cranks of the second and third cylinders are at TDC, and the first and fourth are at BDC.
5. Lubricate the lower shells in the bearing caps, install the thrust washers in the selections of the 3rd bearing cap. The protruding tongues of the half rings should fall into the reciprocal recesses on the walls of the cover.
6. In the correct order, install the main bearing caps on the engine (the first is the bearing closest to the timing belt). Make sure that the selections for the guide tabs of the liners in the covers and beds of the block are aligned. Screw in the cover bolts (diesel engine - new) and tighten them from installation.
7. Working from the center outwards, tighten the bolts to the first stage torque.
8. Proceeding in the same order, tighten the bolts to the angle of the 2nd stage of tightening (use a goniometer or a template specially made of thick cardboard).
9. Install the rear oil seal housing assembly with the new oil seal installed.
10. Check up freedom of cranking of a cranked shaft. In the event of jerks and bite points, without delay, investigate and eliminate the cause - re-check the operating clearances in the bearings.
11. Check shaft end play (see Section Removal and installation of a cover of a head of cylinders). If the thrust surfaces of the shaft are not worn out, and the half rings are replaced, the play should be normal.