
Engine 1.3 l
Checking bearing clearances
1. When installing a machined crankshaft complete with branded liners manufactured by Skoda, the need for the checks described below is eliminated.
2. Checking the working clearance in the connecting rod bearings should be carried out in the presence of the slightest doubt when assessing the degree of wear of the connecting rod journals of the shaft, as well as after turning the shaft and completing it with non-branded liners. Verification can be done in one of two ways.
3. The first method gives less accurate results and requires bolting the covers to the lower heads of the connecting rods that are not on the necks of the shaft (the liners must be put into their beds). Install the connecting rod caps with the old nuts, tightening them to the required torque. Further, with the help of an inside gauge or a columbus equipped with a vernier scale, the internal diameters of the assembled bearings are measured. From the result obtained for each of the assemblies, the diameter of the corresponding crankshaft journal is then subtracted.
4. The second method is based on the use of calibrated wire from the Plastigauge set (see Section Installing the crankshaft and checking the operating clearances of the main bearings). All components must be thoroughly wiped and installed without lubrication.
5. Lay along the necks of the cranks, which are in the BDC positions, pieces of plastic wire corresponding in length from the measuring set. Put the connecting rods on the necks, install the connecting rod bearing caps in place and tighten the nuts / bolts of their fastening with the required force. Try not to displace the pieces of calibrated wire laid on the shaft necks.
6. Without turning the connecting rods, remove the covers and, by the degree of flattening of the wire, determine the size of the working clearances of the bearings. Flattened wire thickness is measured according to the scale printed on the packaging of the Plastigage kit. Compare measurement results with requirements Specifications. If the measurement results differ from those specified in Specifications, you should check whether the installed liners are correctly sized. Also make sure that foreign particles do not get between the backs of the liners and the bearing beds. Re-measure the diameters of the connecting rod journals of the crankshaft. If the width of the flattened piece of gauge wire at one end is greater than at the opposite end, the corresponding shaft journal should be checked for excessive taper. If necessary, replace the liner or give the shaft to the groove with a selection of new liners of the appropriate repair size (with humiliation). Finally, carefully scrape the flattened wire from the shaft journals with the edge of an old credit card. Rotate the shaft by bringing the pistons of the second and third cylinders to the BDC positions and repeat the check for the remaining bearings.
Final installation of connecting rod and piston groups
1. Before starting the procedure, make sure that the liners fit correctly in the cylinders of the block and that they are securely fixed with special rectangular washers (see Section Cleaning and checking the condition of the cylinder block / crankcase). The crankshaft and main bearing caps must be finally installed on the engine.
2. Wipe the backs of the liners and put them in their beds in the lower heads of the connecting rods and their covers. When installing new liners, make sure that traces of preservative grease are completely removed from them - use kerosene or other suitable solvent to wipe the liners. Dry the clean earbuds with a lint-free cloth. Wipe the connecting rods with the same rag.
3. Firmly seat the liners in the bed, making sure that the guide tabs hit the reciprocal selections in the connecting rods and connecting rod caps. Try not to touch the working surface of the earbuds. Old liners suitable for further use must be installed strictly in their previous positions.
4. Lubricate the cylinder bores, pistons and piston rings with clean engine oil. Lay the connecting rod and piston assemblies on a clean work surface in the order in which they were installed on the engine.
5. Start by installing the connecting rod and piston assembly of the first cylinder. Make sure the piston ring locks are still turned to each other at the correct angles (see Section Installation of piston rings). Crimp the rings with the mandrel of the special tool.
6. Through the top, enter the appropriate assembly into the first cylinder of the engine with the connecting rod forward. Take care not to accidentally scratch the cylinder mirror. Make sure that the mark in the form of an arrow on the bottom of the piston is directed towards the location of the timing drive. Please note that the connecting rod must also be turned forward along the engine by the oil flow.

7. Leaning against the bottom of the piston with the wooden handle of the hammer, push its skirt into the cylinder, firmly pressing the mandrel of the tool against the surface of the block. While continuing to firmly press the mandrel, push the piston further until its bottom is flush with the mating surface of the cylinder head.
8. Make sure that the connecting rod bearing shells are properly seated in their beds. Liberally lubricate the journal of the first crankshaft with clean engine oil. Lubricate both bearings with the same oil.
9. Taking care not to damage the mirror of the sleeve, carefully put the lower head of the connecting rod on the neck of the shaft brought to the BDC position.
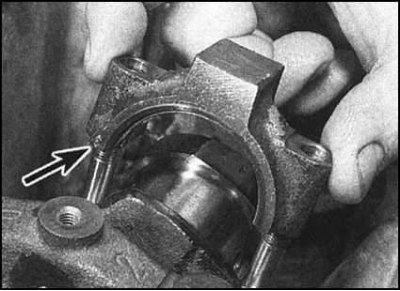
10. Install the connecting rod bearing cap, making sure the alignment marks are correctly aligned.
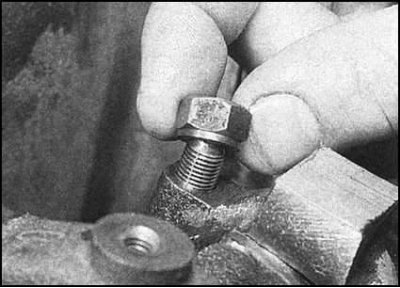
11. Screw on the fixing nuts (rim to lid) and in several steps evenly tighten them with the required force. Check the freedom of rotation of the crankshaft, then proceed to install the next assembly.
 |  |
12. Proceeding in a similar manner, install all remaining connecting rod and piston assemblies on the engine.
13. Check the free rotation of the shaft. The presence of a slight resistance is quite natural and is explained by the unfinishedness of new components, however, the presence of obvious jerks and jamming points is in no way acceptable.
Engines 1.6 l and diesel
Checking bearing clearances
Note. It is understood that the crankshaft is already installed in the engine (see Section Installing the crankshaft and checking the operating clearances of the main bearings).
1. As in main bearings, connecting rod bearings must have a strictly defined working clearance, which ensures effective lubrication of rubbing sliding surfaces.
2. Lay the block of cylinders on a workbench crankcase up. Bring the cranks of the first and fourth cylinders to the BDC positions. Determining the operating clearances in bearings can be done by one of two methods.
3. The first method gives less accurate results and requires bolting the covers to the lower heads of the connecting rods that are not on the necks of the shaft (the liners must be put into their beds).
Note. Proper lid orientation is critical (see Section Removal, condition check and installation of connecting rod and piston assemblies). Install the connecting rod caps with the old bolts/nuts and tighten to specification. Further, with the help of an inside gauge or a columbus equipped with a vernier scale, the internal diameters of the assembled bearings are measured. From the result obtained for each of the assemblies, the diameter of the corresponding crankshaft journal is then subtracted.
4. The second method is based on the use of calibrated wire from the Plastigauge set (see Section Installing the crankshaft and checking the operating clearances of the main bearings). All components must be thoroughly wiped and installed without lubrication.
5. Lay along the necks of the cranks, which are in the BDC positions, pieces of plastic wire corresponding in length from the measuring set. Make sure the bushings fit correctly in your beds, then put the cranks on the necks, install the crank bearing caps in place (make sure the markings match correctly)
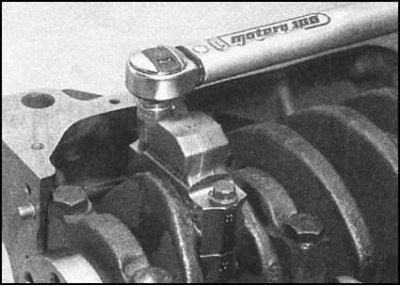
6. Tighten the nuts/bolts of their fastening with the force of the first stage. Try not to displace the pieces of calibrated wire laid on the shaft necks.
7. Without turning the connecting rods, remove the covers and, by the degree of flattening of the wire, determine the size of the working clearances of the bearings. Flattened wire thickness is measured according to the scale printed on the packaging of the Plastigage kit. Compare measurement results with requirements Specifications.
8. If the measurement results differ significantly from those specified in Specifications, you should check whether the installed liners are correctly sized. Also make sure that foreign particles do not get between the backs of the liners and the bearing beds. Re-measure the diameters of the connecting rod journals of the crankshaft. If the width of the flattened piece of gauge wire at one end is greater than at the opposite end, the corresponding shaft journal should be checked for excessive taper. If necessary, replace the liner or give the shaft to the groove with a selection of new liners of the appropriate repair size (with humiliation).
9. Finally, carefully scrape the flattened wire from the shaft journals with the edge of an old credit card. Rotate the shaft by bringing the pistons of the second and third cylinders to the BDC positions and repeat the check for the remaining bearings.
Checking the connecting rod bearing shell preload on 1.6L engines
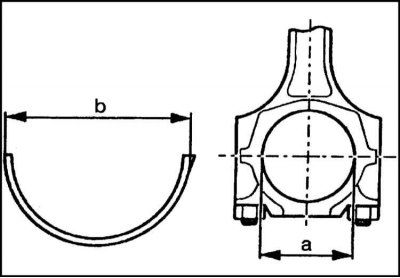
10. Using a Columbus equipped with a vernier scale, measure the inside diameter of the assembled connecting rod ends. Then measure the outside diameter of the bushings. Subtract the results of the second calculation from the results of the first calculation - the resulting value determines the preload of the fit of the liners and should not be lower than specified in Specifications values. Otherwise, the inserts must be replaced.
Final installation of connecting rod and piston groups
1. The crankshaft and main bearing caps must be installed on the engine (see Section Installing the crankshaft and checking the operating clearances of the main bearings).
2. Make sure the liners fit correctly in your beds. When installing new liners, make sure that traces of preservative grease are completely removed from them - use kerosene or other suitable solvent to wipe the liners. Dry the clean earbuds with a lint-free cloth. Wipe the connecting rods with the same rag.
3. Firmly seat the liners in the bed, making sure that the guide tabs hit the reciprocal selections in the connecting rods and connecting rod caps. Try not to touch the working surface of the earbuds. Old liners suitable for further use must be installed strictly in their previous positions.
4. Lubricate the cylinder bores, pistons and piston rings with clean engine oil. Lay the connecting rod and piston assemblies on a clean work surface in the order in which they were installed on the engine.
5. Start by installing the connecting rod and piston assembly of the first cylinder. Make sure that the piston ring locks are still turned in relation to each other at the correct angles (see Section Installation of piston rings). Crimp the rings with the mandrel of the special tool.
6. Through the top, enter the appropriate assembly into the first cylinder of the engine with the connecting rod forward. Take care not to accidentally scratch the cylinder mirror. Make sure that the mark in the form of an arrow on the bottom of the piston is directed towards the location of the timing drive. Please note that the connecting rod must also be turned forward along the engine by the oil flow.
7. Leaning against the bottom of the piston with the wooden handle of the hammer, push its skirt into the cylinder, firmly pressing the mandrel of the tool against the surface of the block. While continuing to firmly press the mandrel, push the piston further until its bottom is flush with the mating surface of the cylinder head.
8. Make sure that the connecting rod bearing shells are properly seated in their beds. Liberally lubricate the journal of the first crankshaft with clean engine oil. Lubricate both bearings with the same oil.
9. Taking care not to damage the mirror of the sleeve, carefully put the lower head of the connecting rod on the neck of the shaft brought to the BDC position.
10. Install the connecting rod bearing cap, making sure the alignment marks are correctly aligned.
11. Screw on the fixing nuts (rim to lid) and in several steps evenly tighten them with the required force. Check the freedom of rotation of the crankshaft, then proceed to install the next assembly.
12. Proceeding in a similar manner, install all remaining connecting rod and piston assemblies on the engine.
13. Check the free rotation of the shaft. The presence of a slight resistance is quite natural and is explained by the unfinishedness of new components, however, the presence of obvious jerks and jamming points is in no way acceptable.
Diesel engines
1. When installing new pistons or a new shorted block, check the protrusion of the pistons brought to the TDC position above the cylinder head in order to select the required head gasket.
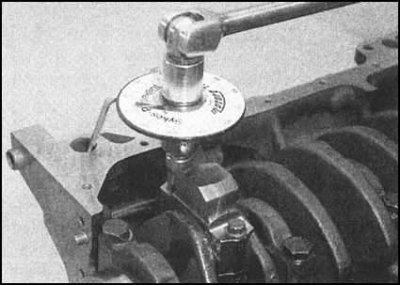
2. Turn the block upside down and place it on wooden blocks. Attach a plunger-type dial gauge to the block, zero it, and press the plunger against the crown of the #1 piston. Slowly turning the crankshaft by hand, move the piston past TDC. Record the reading.
3. Repeat the procedure by measuring the amount of protrusion of the piston of the 4th cylinder, then rotate the shaft 180°and take measurements for the pistons of the 2nd and 3rd cylinders.
4. If the measurement results differ from each other, the maximum should be taken as a reference reading. Compare the result with the requirements Specifications.
5. When installing old pistons suitable for further use, a gasket should be selected that is equal in thickness to the old one removed from the engine.