
Маркування ущільнення між головкою блоку циліндрів та блок-картером двигуна
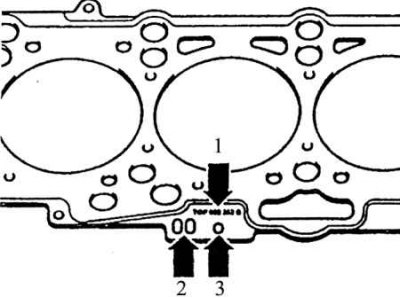
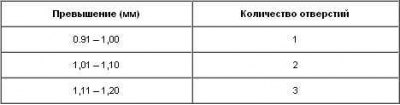
1 – номер деталі; 2 – код; 3 – кількість отворів означає допустиме перевищення поршня над поверхнею блоку
Розташування подібне до того, як у двигуні 1,6–55 кВт.
Шатуни виготовлені із сталевих поковок. Верхній вушок має бронзову втулку. Нижня вуха роздільна і в неї вкладаються вкладиші з трьох шарів металів. Правильне взаємне положення шатуна і його нижньої частини вуха позначається керненням з боків (див. позначення В на рис. Монтажна розгортка шатуна і поршня), приналежність шатуна в зборі до циліндра позначається числом кернень на поверхні шатуна (А). Шатуни розділені на групи по масі по 75 г і контролюються на паралельність обох вушок.
Поршні виготовляються з виливків легкого металу (Al, Si, Cu, Ni, Mg). У трьох канавках на кожному поршні два ущільнювальні та одне маслознімне кільця. Усі кільця збираються написом ТОР вгору. Положення при складанні та приналежність до циліндра вказано на внутрішній стороні поршня.
Поршні розподілені на групи по масі та допуску на діаметр. Як циліндри можна перешліфувати до 2 разів, так і поршні можна шліфувати до 2 разів.
Поршневі пальці сталеві, порожнисті, зовнішній діаметр 17 мм, полегшуючий отвір – 10 мм. Пальці вільно рухаються в вухах шатунів та поршнів. Від випадання їх оберігають пружні кільця, зафіксовані в канавках у поршнях. При складанні поршнів і шатунів треба контролювати положення поршнів у верхній мертвій точці. Залежно від перевищення поршня верхнього краю циліндра підбирається товщина ущільнення під головку блоку циліндрів. Ущільнення між головкою блоку циліндрів та блок-картером металеве, фігурне, з обох боків обтягнуте тонким шаром пластмаси. Випускається воно в трьох товщинах і позначається отвором або насічкою по краю.